|
公司基本資料信息
|
|||||||||||||||||||||||||||||||
CBZM插板閘門產品性能說明
一、總體結構:
本廠生產的鋼制閘門主要有平面鋼閘門、插板鋼閘門、疊梁門等三種結構形式,由啟閉機(或抓落機構)、啟閉機底座、絲桿(配抓落機構時無需絲桿)、門體、閘槽等組成,啟閉機主要有手輪式、手搖式、手電兩用啟閉機及雙吊點啟閉機。
二、主要結構及工作原理
插板閘門主要由門架、門框、門體、密封止水橡膠、絲桿、啟閉裝置等部件組成。
1、主要結構
(1) 門框、門架采用鋼板在剪板機上下料,在折彎機上折邊,工作臺上拼裝焊接。結構牢固合理,能承受活動載荷,門框保證在受到啟閉機重力和啟閉力反作用力時不變形。
(2) 門體用鋼板加工成方形板,在其迎水面用鋼板焊接“井”字形加強筋。確保了門體的不變形。
(3) 止水橡膠采用了產品橡膠,此產品彈性高,止水效果好,耐腐蝕,抗老化。用鋼板壓條和螺栓把止水橡膠固定在門框邊上。
(4) 絲桿采用圓鋼精加工而成,其螺紋精度達7e級標準,保證了與啟閉螺母的密切配合。
2、工作原理
啟閉機帶動閘門門體上下運行,達到疏通和截阻水流的作用。
三、主要零部件材質
·門框:304不銹鋼或316L不銹鋼
·門架:304不銹鋼或316L不銹鋼
·門板: 304不銹鋼或316L不銹鋼
·密封面:橡膠
·絲桿:2Cri13不銹鋼
·緊固件:304不銹鋼
四、電動裝置
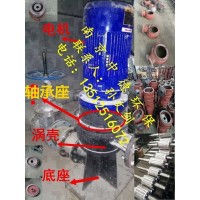
1、多回轉閥門電動裝置,簡稱為Z型電裝是閥門實現開啟、關閉或調節控制的驅動設備。Z型電裝適用于閘閥、截止閥、隔膜閥、柱塞閥、節流閥、水閘門等。可用于明桿閥,也可用于暗桿閥。
五、供貨分散程度:
鋼閘門門體整體供貨,啟閉機、絲桿、閘槽等分散供貨,對于較小的自撐式安裝的插板門,在廠內裝好后整體供貨。
六、安裝前的準備:
1、 查看發貨清單,清點貨物數量及緊固件、備件等數量是否與清單一致,同時做好貨物的保管工作。未安裝前門體必須水平放置,防止門體變形而影響止水效果,同時絲桿以及聯接桿不可受力彎曲。
2、查看安裝資料(如安裝圖、合格證、使用說明書等)是否齊全。
3、對設備在運輸過程中的變形及損壞要進行全面的檢查和修復。
4、檢查土建尺寸、預埋件及預留孔等是否符合要求。
5、安裝工作人員應全部到場,并準備好安裝時必需的設備(如:吊車、焊機、腳手架等)、安裝工具及測量工具等。
七、安裝與調試:
1、閘槽的安裝:
a、 裝在洞口外側的鋼閘門,閘槽一般采用外焊式,將閘槽與池壁洞口四周的預埋鋼板焊接,保證閘槽與鉛垂線重合,偏差≤1/500,
b、裝在渠道中的鋼閘門,將閘槽插入預留槽中,調正位置,使其中心線與鉛垂線重合,偏差≤1/500,上、下累積誤差≤5mm,然后與預留筋(或預埋板)焊固,二次灌漿。
c、 對于插板鋼閘門,閘槽安裝時需先將止水橡皮拆下,以免焊接時燒壞橡皮,閘槽安裝完畢后再裝上即可。
2、門體的安裝:將門體吊裝就位插入閘槽中,保持閘門兩側與閘槽的間隙基本相等。疊梁門可在安裝完成后再用抓落機構吊入。
3、啟閉機及其支架的安裝:將啟機架調正位置,保持機架中心與鋼閘門中心重合,然后將啟閉機吊裝就位,絲桿端部與閘門吊耳用銷軸連接,保持絲桿中心線與閘門中心線重合,鉛垂度允差≤1/1000,累積誤差≤2mm。將啟閉機與支架用螺栓或焊接固定。對于使用抓落機構啟閉的鋼閘門,只需保證抓落機構的吊點與鋼閘門吊耳在同一垂直平面內即可,下降抓落時,沿閘槽應能順利滑入閘槽中,自動完成抓落過程,無需人為調整。
4、電動啟閉機時,接通電源,保證電機轉向與設計查符。
5、在無水情況下啟閉鋼閘門三次,檢查有無異常情況,啟閉是否靈活,必要時進行調整。
在設計水壓下進行啟閉試驗,觀察啟閉機能否正常工作。
插板閘門:整機供貨:包括門框、門架、門體、啟閉機、絲桿。